|
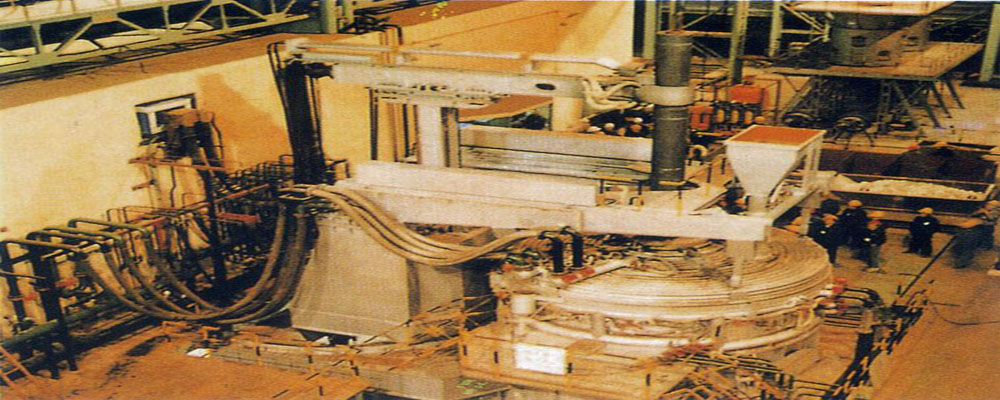
Станы горячей прокатки для производства стальной ленты.
Применение: Горячекатанная стальная лента (штрипс) может применяться в качестве заготовки для станов холодной прокатки, в качестве заготовки для производства сварных труб, холоднодеформированных сортовых профилей, сварных сортовых профилей, в качестве заготовки для различных металлических конструкций и контейнеров, сельскохозяйственных машин, в качестве заготовок для производства дорожных защитных ограждений, а также в качестве заготовки для различных изделий в промышленности. Стальная лента из низколегированной конструкционной стали могут применяться как материал при производстве инструмента, подшипников, в качестве материалов при производстве автотранспорта и др.
Заготовка: горячелитой слиток или тонкий сляб толщиной 120 мм -160 мм, шириной 100 -500 мм
Марка стали: углеродистая сталь, углеродистая конструкционная улучшенная сталь, низколегированная сталь, нержавеющая сталь, пружинная сталь и др.
Конечная продукция: Штрипс толщиной 1.2 - 8 мм, шириной не более 500 мм.
Годовая производительность: 200,000-800,000 тонн в год.
Особенности предлагаемых заказчикам станов для производства стальной ленты.
|
●Применение толкательных печей нагрева заготовок уменьшает размер инвестиций
●Применяется полунепрерывный прокатный стан. Первая клеть -- 2-х валковая горизонтальная реверсивная клеть, следующая – одна вертикальна клеть или две 3-х валковые клети – для черновой прокатки, Финишный блок клетей содержит две клети с вертикальным обжатием и блок 8-9 клетей с горизонтальным обжатием, из которых 5-6 клетей выполнены 4-х валковыми
●В вертикальных клетях применена система автоматического контроля ширины проката (AWC) с гидравлическими исполнительными механизмами – на участке чернового проката, и система контроля раствора валков (AGC) с гидравлическим исполнительным механизмом – в блоке клетей финишной прокатки
●Применение водоструйного окалиноломателя улучшает снятие окалины – окалиноломатель установлен после нагревательной печи и перед участком блока чистовой прокатки
●Колпак для сохранения тепла на участке проводки между группой клетей черновой прокатки и блоком клетей чистовой проводки, который устраняет разницу температур между головной частью и хвостовой частью прокатного материала на участке промежуточных клетей после участка черновой прокатки
●Применение вертикального петлеобразователя для реализации свободной от растягивающих напряжений прокатки на участке блока финишных клетей
●Применение гидравлической системы быстрой смены валков
●Применение вертикальных моталок для уменьшения затрат
|
 
|