













|
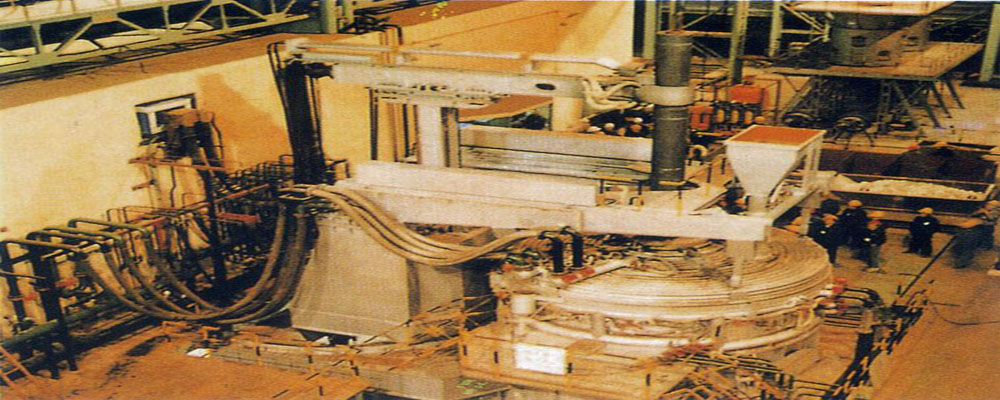
Интегрированная технологическая линия: Непрерывно-Травильный Агрегат + Стан Холодной Прокатки. Применение интегрированных производственных линий "Непрерывно-Травильный Агрегат + Стан Холодной Прокатки" уменьшает капитальные затраты на 30 % по сравнению с обычным оборудованием, повышает выход годного на 3-4 %, сокращает затраты на персонал за счет совмещения процессов и сокращения производственного цикла до 20-30 мин. вместо нескольких суток. Непрерывно-Травильный Агрегат (НТА). Непрерывно-травильный агрегат (НТА) предназначен для устранения окалины и оксидирования поверхности листовой стали перед холодной прокаткой. Толщина листа: 1.2 мм - 4.5 мм. Ширина листа: 500 мм – 1350 мм. Скорость прокатки: 180 м/мин (макс). Производительность: 600,000 тонн в год. Особенности предлагаемых заказчикам НТА.
Одноклетьевой реверсивный стан холодной прокатки (СХП). Холодная прокатка стального листа осуществляется на одноклетьевых реверсивных, трехклетьевых или пятиклетьевых непрерывных и многовалковых станах. В данном предложении описано применение одноклетьевого реверсивного стан с: 1) черехвалковой клетью; 2) шестивалковой клетью. Данное предложение отличается разумным соотношением цена/качество. Четырехвалковая клеть: Ширина листа: 350-1050 мм Входная толщина: 1.5~4.5 мм Выходная толщина: 0.2~2.0 мм Скорость прокатки: 800-1000 м/мин (макс) Шестивалковая клеть: Ширина листа: 600-1300 мм Входная толщина: 1.5~4.5 мм Выходная толщина: 0.2~1.0 мм Скорость прокатки: 800-1000 м/мин (макс) Особенности предлагаемых заказчикам станов холодной прокатки.
|